
في صناعة الصلب الحديثة، تُعتبر الخبث أكثر بكثير من مجرد طبقة واقية تطفو على الفولاذ المنصهر - إنها مفاعل كيميائي تفاعلي التي تتحكم في إزالة الكبريت، وامتصاص الشوائب، ومنع إعادة الأكسدة. إن أهم عامل منفرد يتحكم في أداء الخبث هو قاعديةيُعبّر عنها عادةً بنسبة الأكاسيد القاعدية (CaO، MgO) إلى الأكاسيد الحمضية (SiO₂، P₂O₅). يُمكّن الفهم العميق لكيمياء الخبث خبراء المعادن من هندسة أنواع الخبث التي تُعظّم عملية إزالة الكبريت مع تقليل تآكل المواد الحرارية والعيوب المرتبطة بالشوائب.
تستكشف هذه المقالة الكيمياء الأساسية لخبث صناعة الصلب، وتفاعلها مع سبائك إزالة الأكسدة، والاستراتيجيات العملية لتحسين القاعدية عبر درجات الصلب المختلفة ومسارات المعالجة.
ما هي قاعدية الخبث؟ تعريف نسبة CaO/SiO₂
تُعبّر القاعدية (B) عادةً عن طريق نسبة كتلة CaO إلى SiO₂ في الخبث. تحدد هذه النسبة مدى توافر أيونات الأكسجين الحرة (O²⁻) في مصهور الخبث، مما يحفز بشكل مباشر تفاعلات إزالة الكبريت والفوسفور. تُصنف أنواع الخبث إلى:
- الخبث الحمضي (B < 1.0): نسبة عالية من ثاني أكسيد السيليكون، ونسبة منخفضة من أكسيد الكالسيوم. كفاءة ضعيفة في إزالة الكبريت، ولكنها أقل ضرراً على المواد الحرارية الحمضية. نادراً ما تُستخدم في عمليات التكرير الحديثة باستخدام المغرفة.
- الخبث المحايد (B = 1.0–2.0): قدرة معتدلة على إزالة الكبريت. يستخدم أحيانًا مع أنواع معينة من الفولاذ الكربوني.
- الخبث الأساسي (B > 2.0): توافر عالٍ لأكسيد الكالسيوم. إزالة ممتازة للكبريت وامتصاص الشوائب. معيار لإنتاج الفولاذ النظيف.
بالنسبة لمعظم تطبيقات الفولاذ النظيف، تتراوح درجة القاعدية المستهدفة من من 2.5 إلى 4.5، مع تخصيص قيم أعلى للدرجات ذات نسبة الكبريت المنخفضة للغاية (مثل خطوط الأنابيب والمحامل والفولاذ عالي القوة المستخدم في صناعة السيارات).
تفاعل إزالة الكبريت: كيف تدفع القاعدية عملية إزالة الكبريت
تُزال الكبريت من الفولاذ عبر تفاعل الخبث مع المعدن. ويمكن كتابة تفاعل إزالة الكبريت الكلي على النحو التالي:
[S] + (O²⁻) → (S²⁻) + [O]
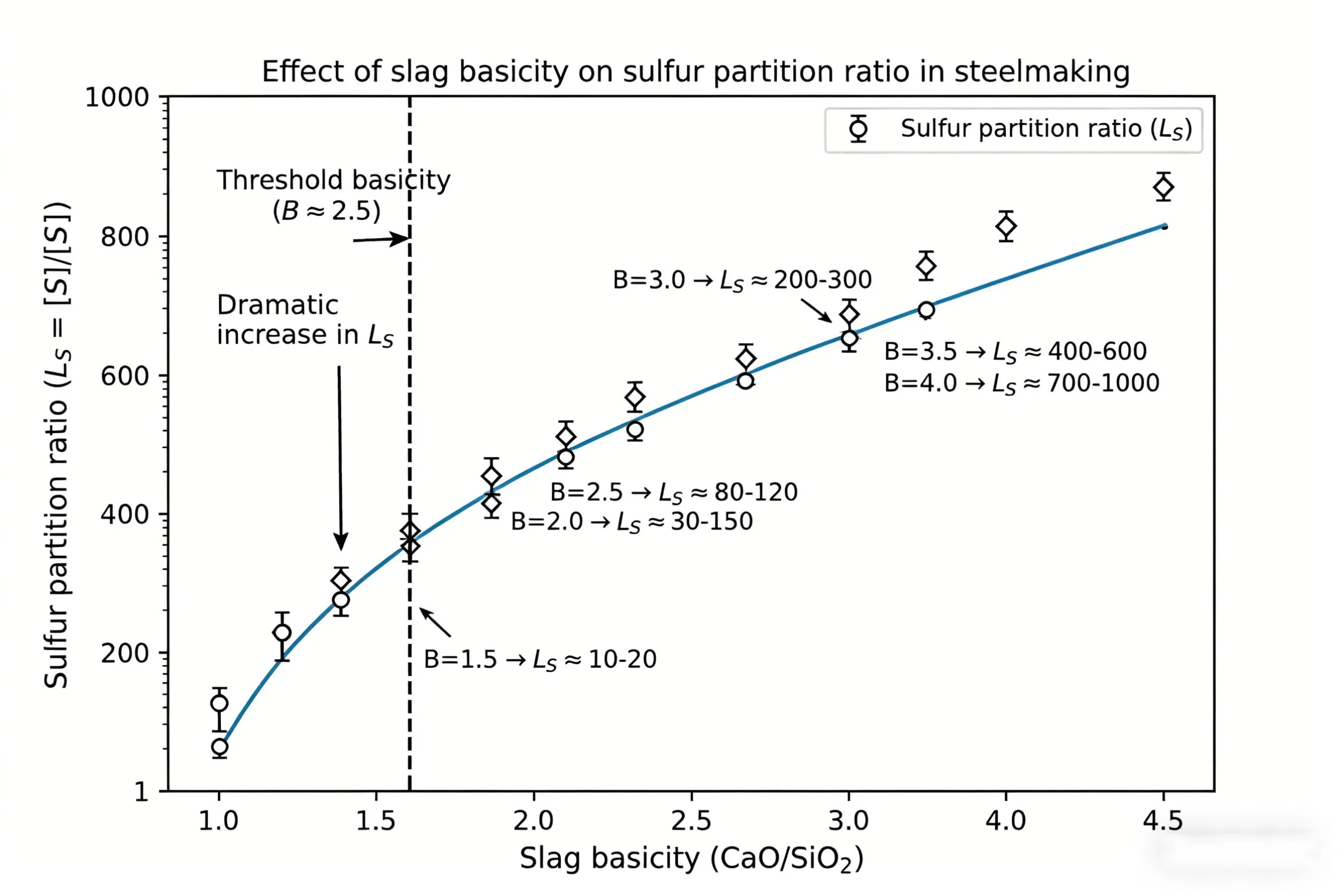
تُوفَّر أيونات الأكسجين الحرة (O²⁻) من أكاسيد قاعدية، وخاصة أكسيد الكالسيوم (CaO). نسبة توزيع الكبريت (Ls = [%S]الخبث / [%S]فُولاَذتزداد هذه النسبة بشكل أُسّي مع ازدياد قاعدية الخبث. تُظهر البيانات التجريبية ما يلي:
- عند B = 1.5، Ls ≈ 20–50 → نسبة الكبريت النهائية 0.015–0.030%
- عند B = 2.5، Ls ≈ 80–150 → نسبة الكبريت النهائية 0.008–0.015%
- عند B = 3.5، Ls ≈ 200–400 → نسبة الكبريت النهائية 0.003–0.008%
ومع ذلك، فإن القاعدية وحدها غير كافية. فانخفاض نسبة أكسيد الحديد في الخبث (أقل من 1%) وارتفاع سيولة الخبث أمران بالغا الأهمية لنقل الكبريت بسرعة إلى سطح التماس بين الخبث والمعدن.
تفاعل الخبث مع الشوائب: امتصاص نواتج إزالة الأكسدة
عند إضافة عوامل إزالة الأكسدة مثل الألومنيوم أو السيليكون والمنغنيز، فإنها تُشكّل شوائب أكسيدية (Al₂O₃، MnO·SiO₂). يجب امتصاص هذه الشوائب بواسطة الخبث لمنع انحباسها في الفولاذ المتصلب. تحدد قاعدية الخبث قدرة امتصاص الشوائب والكيمياء الناتجة عن عملية الإدراج.
امتصاص الألومينا (Al₂O₃): تذيب الخبثات شديدة القاعدية (B > 3.0) الألومينا بسرعة، مكونةً ألومينات الكالسيوم في الخبث. وتعتمد قدرة الامتصاص على ذلك: إذ يمكن للخبثات الغنية بأكسيد الكالسيوم أن تمتص ما يصل إلى 30-40% من أكسيد الألومنيوم قبل التشبع، بينما تتشبع الخبثات الحمضية بسرعة، تاركةً شوائب الألومينا في الفولاذ.
لإزالة الأكسدة باستخدام السيليكون والمنغنيز: تكون شوائب MnO·SiO₂ الناتجة سائلة وأسهل امتصاصًا، لكن الخبث القاعدي لا يزال يتفوق على الخبث الحمضي في إزالة الشوائب بشكل عام. كما أن الحفاظ على الخبث القاعدي يمنع عودة الكبريت والفوسفور من الخبث إلى الفولاذ.
تحسين القاعدية عبر درجات الفولاذ
تتطلب درجات الصلب المختلفة مستويات قاعدية مختلفة للخبث. فيما يلي دليل عملي:
| درجة الفولاذ | القاعدية المستهدفة (CaO/SiO₂) | الأهداف الرئيسية | نسبة الكبريت النهائية النموذجية (جزء في المليون) |
|---|---|---|---|
| البناء / حديد التسليح | 1.8–2.5 | إزالة الكبريت الأساسية، الكفاءة من حيث التكلفة | 150–300 |
| الهيكلية / HSLA | 2.5–3.5 | إزالة الكبريت الجيدة + التحكم في الشوائب | 50–120 |
| فولاذ عالي القوة المتقدم / فولاذ ثنائي الطور المستخدم في صناعة السيارات | 3.0–4.0 | نسبة منخفضة من الكبريت، وشوائب نظيفة لتحسين قابلية التشكيل | 20–50 |
| خط الأنابيب (API X70+) | 3.5–4.5 | نسبة S منخفضة للغاية لمقاومة التصادم الهيدروجيني | أقل من 15 |
| فولاذ المحامل / فولاذ الزنبرك | 3.5–4.5 | أقصى درجات النظافة، عمر افتراضي طويل | أقل من 10 |
استراتيجيات عملية للتحكم في القاعدية
يتطلب تحقيق والحفاظ على مستوى القاعدية المستهدف هندسة منهجية للخبث. وتشمل الممارسات الرئيسية ما يلي:
- التحكم في انتقال الخبث من المغرفة: قلل من انتقال خبث فرن الأكسجين القاعدي/فرن القوس الكهربائي أثناء عملية الصب (الهدف أقل من 5 كجم/طن). الخبث المؤكسد ذو المحتوى العالي من أكسيد الحديد الثنائي يستهلك عوامل إزالة الأكسدة ويقلل من القاعدية.
- إضافة الخبث العلوي: أضف الجير (CaO) ومواد التكرير الاصطناعية لتحقيق القلوية المطلوبة. لكل زيادة بنسبة 1% في CaO، ترتفع القلوية بمقدار 0.3 إلى 0.5 وحدة تقريبًا، وذلك حسب مستوى SiO₂.
- إضافة الألومنيوم: يؤدي إزالة الأكسدة بالألومنيوم إلى تقليل FeO الخبث ويزيد بشكل غير مباشر من القاعدية الفعالة عن طريق خفض جهد الأكسدة.
- تحسين السيولة: أضف الفلورسبار (CaF₂) أو الألومينا لضبط لزوجة الخبث عند القاعدية العالية - فالخبث شديد اللزوجة يعيق انتقال كتلة الكبريت.
- المراقبة في الوقت الفعلي: استخدم أجهزة تحليل الخبث بالأشعة السينية أو أجهزة التحليل المحمولة للتحقق من القاعدية أثناء معالجة المغرفة؛ واضبط إضافات الجير وفقًا لذلك.

المفاضلة: القاعدية مقابل الحياة المقاومة للحرارة
تُعدّ الخبثات شديدة القاعدية (B > 4.0) مُسببة للتآكل للمواد الحرارية المستخدمة في صناعة المغارف، سواءً كانت من نوع MgO-C أو MgO-spinel. التفاعل الكيميائي: MgO(s) + CaO·SiO₂(l) يُشكّل سيليكات المغنيسيوم ذات نقطة انصهار منخفضة، مما يُسرّع من التآكل. لتحقيق التوازن بين عمر المواد الحرارية وأدائها المعدني:
- بالنسبة للدرجات الروتينية، حافظ على B = 2.5–3.0 — إزالة الكبريت الكافية مع تآكل معتدل للمواد المقاومة للحرارة.
- بالنسبة للدرجات منخفضة الكبريت للغاية، استخدم أوقات معالجة قصيرة وفكر في استخدام الخبث المشبع بأكسيد المغنيسيوم (أضف الجير الدولوميتي) لتقليل ذوبان أكسيد المغنيسيوم.
- قم بتطبيق رش الخبث بعد عملية الصب لتغطية المواد الحرارية بطبقة أساسية واقية.
دراسة حالة: تحسين استخدام خبث الصلب في خطوط الأنابيب
عانى مصنع للصلب ينتج أنابيب API X70 من مستويات كبريت غير منتظمة (25-60 جزءًا في المليون) وحالات تشقق ناتجة عن الهيدروجين (HIC) من حين لآخر. تراوحت قاعدية الخبث الأولية بين 2.0 و3.2 بسبب عدم انتظام إضافة الجير وانتقال خبث فرن الأكسجين القاعدي (BOF). بعد تطبيق بروتوكول هندسة الخبث المستهدف — الحد من انتقال المواد إلى 4 كجم/طن، وإضافة 8 كجم/طن من الخبث الصناعي عالي الكالسيوم، والحفاظ على قيمة B بين 3.8 و4.2 — استقرار مستويات الكبريت دون 12 جزءًا في المليون. اجتاز اختبار HIC بنجاح دون أي تشققات، وانخفض عمر المواد الحرارية بنسبة 8% فقط، وهو حل وسط مقبول مقابل تحسين الجودة.
إن تحسين قاعدية الخبث ليس مجرد تمرين كيميائي، بل هو... رافعة استراتيجية يربط هذا النهج بين ممارسات إزالة الأكسدة، وهندسة الشوائب، وإزالة الكبريت، وإدارة المواد الحرارية. من خلال فهم التفاعل بين نسبة أكسيد الكالسيوم إلى ثاني أكسيد السيليكون، وتوزيع الكبريت، وامتصاص الشوائب، يستطيع مصنّعو الصلب إنتاج فولاذ أنظف وأقوى وأكثر موثوقية باستمرار. توفر شركة برايت ألويز إضافات عالية النقاء من الفيروسليكون، والسيليكون-المنغنيز، والخبث الاصطناعي لدعم جميع جوانب صناعة الصلب الحديثة.